Changing Process Dynamics in TGTU
Refinery operations are undergoing a noticeable shift. Hydrogen (H2), once readily available, is now treated as a valuable commodity. At the same time, the industry is placing greater emphasis on carbon management, with increasing focus on carbon dioxide (CO2) capture and emissions reduction. These changes are directly impacting tail gas treating units (TGTU) process conditions.
Modern TGTU streams typically exhibit higher CO2 concentrations, reduced H2 injection rates, and narrower margins for process control. In this environment, H2 measurement must be carefully controlled.
CO2 Cross-Interference: A Known Limitation
For decades, our analyzers have been a trusted solution in sulfur recovery units (SRU) and TGTUs, with thousands of successful installations worldwide. When H2 measurement is required, a thermoconductivity detector (TCD) can be integrated into a 93X analyzer, providing reliable proven measurements for process control. However, it is known that any CO2 present in the SRU process streams introduces cross-interference, causing a reverse effect where increasing CO2 leads to a lower measured H2 value. If H2 readings artificially fall below threshold values because of this cross interference, especially when plants are already operating at minimal levels of excess H2, alarms can be triggered or unnecessary shutdowns can be initiated.
To manage this, the 93X relies on manual compensation during factory calibration, typically within a CO2 range of 0–10%, based on expected process conditions. While effective in stable environments, this approach has limitations. If actual CO2 concentrations vary outside of the expected range, the analyzer’s ability to accurately compensate for the CO2-driven cross interference on the H2 measurement is reduced.
With modern TGTU streams exhibiting higher and more variable CO2 levels, this static approach introduces uncertainty in H2 measurement, potentially affecting process control decisions.
993X: Dynamic Compensation for Modern TGTU
To address the fluctuating CO2 concentrations, the 993X analyzer integrates a TCD sensor for H2 and an infrared (IR) sensor for CO2. This enables real-time monitoring and dynamic compensation.
The key advancement is the use of live CO2 data to dynamically compensate for cross interference on the H2 readings. The analyzer continuously feeds CO2 measurements into its internal processing system, adjusting the H2 output in real time. This enables continuous correction for cross-interference as process conditions or CO2 levels change.
Performance Validation
Factory validation testing has demonstrated the effectiveness of this dual-sensor design and compensation methodology in the 993X gas analyzer. The analyzer was tested across a broad CO2 concentration range from 0-100% with step changes at 0%, 25% 50%, 75%, 100%. Throughout the entire test range the H2 output remained close to zero, indicating that the analyzer successfully compensated for CO2 interference. This demonstrates that the dynamic compensation mechanism can effectively enable the analyzer to neutralize the impact of CO2 variations on the H2 measurement being sent to the control system or operators.
It is important to note that such a wide CO2 range is not representative of typical user applications. TGTU process streams do not normally span 0 to 100% CO2. This testing was conducted as an internal stress test to push the analyzer to its limits and verify performance under worst-case scenarios. The results provide strong confidence that the 993X will perform reliably within real-world operating ranges of no more than 30% in a typical TGTU.
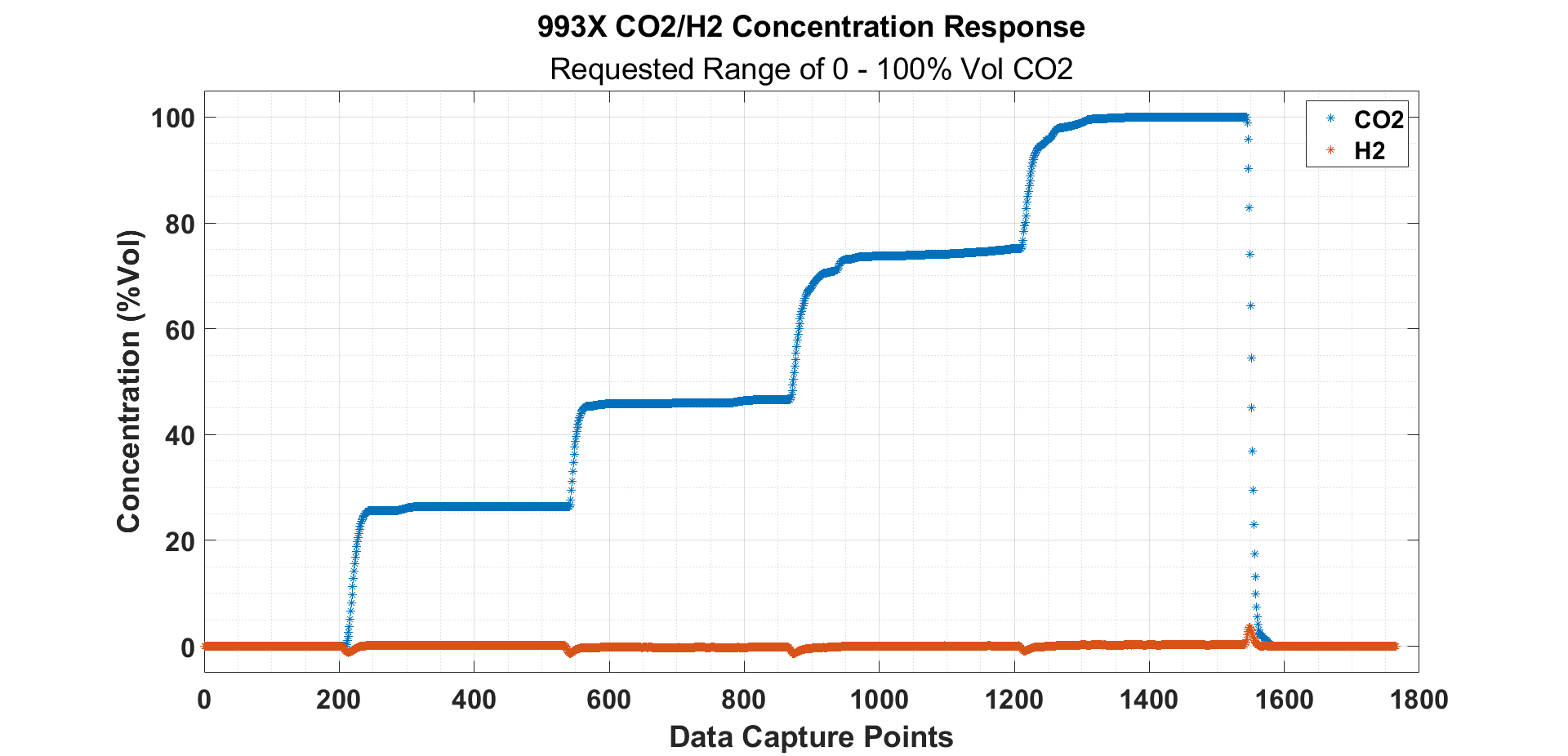
CO2 and H2 Gas Concentrations during factory validation testing. Analyzer H2 response remains stable close to 0% across 0 – 100% Vol CO2 variation.
Minor deviations in H2 during CO2 concentration switching is due to temporary changes in flow and pressure changes from gas blender.
Conclusion
The transition from the 93X to the 993X marks a significant advancement in gas analysis for TGTU applications. While the 93x established a legacy of reliability, the 993X builds on that foundation with real-time compensation tailored for changing process conditions and requirements. As sulfur recovery plants continue to evolve, process analyzers must adapt. The 993X has been designed to rise to the challenge and deliver accurate H2 measurements.
Learn more about the 993X series of gas analyzers.